
The Molecular World of Whisky – Part 1
Malting the Barley

Introduction
Whisky owes its unique character not only to the distillation methods and years of cask maturation, but also to the very first stage of production: the malting of the barley.
But why does barley need to be malted in the first place? What risks need to be considered during malting, and how has the selection of barley varieties changed over time?
Why barley?
Grain is the essential basic ingredient for whisky production. According to legal guidelines, malted barley must be used as the base material for single malt whisky. Although barley contains less
starch than maize (approx. 64% vs. approx. 72%), the high enzyme content of malted barley offers decisive advantages for whisky production.
Why does barley need to be malted?
The malting process serves to convert the starch stored in the barley into fermentable sugars, which can later be converted into alcohol by yeast. Unmalted barley contains complex carbohydrates
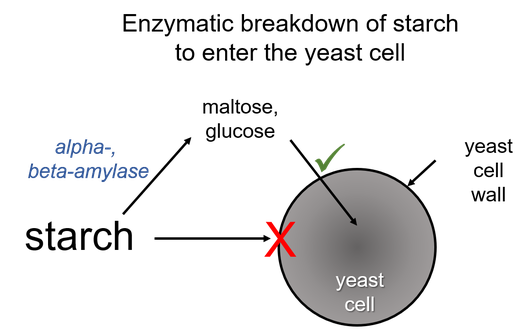
(mainly starch) that are not directly accessible to yeast. Substances can only be utilised by the yeast if they pass through the cell wall into the interior of the yeast cell.
Starch is a polysaccharide, i.e. a large, complex carbohydrate that is initially inaccessible to the yeast. This is because the starch molecule is simply too large to pass through the cell wall. Malting activates enzymes in the barley grain that break down this starch into smaller, fermentable sugars such as maltose and glucose. These can pass through the cell wall – sometimes with the help of special ‘carrier molecules’ – and enter the yeast cell.
Unmalted barley, on the other hand, does not have sufficient enzymatic activity of its own to break down the starch.
An overview of the malting process
The malting process consists of three main stages: steeping, germination and kilning.
During steeping, the barley is soaked in water to initiate the germination process. During the germination phase, the grain begins to grow, and enzymes such as amylases, which break down starch, and endopeptidases, which break down proteins into smaller peptides and amino acids, are formed or activated.
In the final kilning stage, the germination process is halted by heat. It is particularly important here to keep the temperature as low as possible and to ensure a sufficiently high air
flow.
What are enzymes?
Enzymes are specialised proteins that act as biocatalysts to speed up chemical reactions without being consumed themselves. They lower the activation energy required for chemical reactions,
thereby enabling efficient metabolic processes.
However, enzyme activity is highly dependent on temperature, pH and humidity. Enzyme names typically end with the suffix ‘-ase’.
The role of enzymes in malting
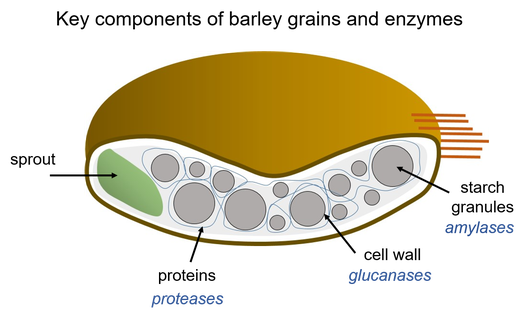
During malting, the enzymes alpha- and beta-amylase are particularly important, as they convert starch into fermentable sugars such as maltose and glucose. In addition, proteases play a key role
in the breakdown of proteins.
They release amino acids, which are essential for yeast nutrition. Special enzymes such as glucanases aid in the breakdown of cell wall components, making the starch more accessible to
amylases.
Risks and challenges in malting
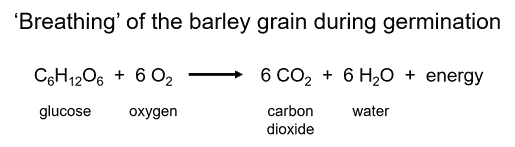
Key parameters during germination must be monitored continuously. These include, in particular, optimal moisture levels, an adequate supply of air, and the removal of carbon dioxide (CO₂) and
excess heat. This is because the barley grain consumes glucose and oxygen during germination, producing CO₂, water and energy, which is released in the form of heat.
An uncontrolled malting process can lead to significant losses. Germination that lasts too long can result in excessive starch breakdown and consequently in losses in alcohol yield. Germination that is too short, on the other hand, results in insufficient production of the necessary enzymes.
Mould growth caused by excessive moisture can also reduce the yield and render the malt unusable.
Traditional and modern barley varieties
Historically, barley varieties such as Proctor, Maris Otter and Golden Promise were used, characterised by high enzyme activity and specific flavour profiles. Today, higher-yielding hybrid and
bred varieties such as Concerto and Laureate dominate, which are bred for high performance.
Yield maximisation, disease resistance and controlled enzyme activity are the primary focus. Nevertheless, there is a return to the old varieties for the production of special bottlings, such as
Bere Barley (e.g. Bruichladdich) or Maris Otter (e.g. Glenmorangie Tùsail).
Types of drying in kilning
The purpose of kilning is to halt germination and remove moisture from the malt so that it can be stored without spoiling. This is achieved by using hot air or smoke. Whilst hot-air drying
produces a neutral aroma, the use of peat smoke imparts a characteristic smoky aroma to the malt through the formation of various phenolic derivatives.
It is important here to regulate the temperature precisely so as not to destroy the enzyme activity. As the biocatalysts are not heat-stable, excessively high temperatures can lead to yield losses later on. Furthermore, at high temperatures, the malt is partially caramelised, resulting in speciality malts with a distinctive flavour.
However, when using these speciality malts in a malt blend, their limited enzymatic activity must be taken into account.
Conclusion
The malting of barley is a complex yet crucial process in whisky production. By precisely controlling the conditions, optimal enzyme activity is achieved whilst minimising losses.
The choice of barley variety and the method of drying play just as important a role in this as a thorough understanding of the biochemical processes involved.